摘要:數(shù)控機(jī)床是采用數(shù)字控制技術(shù)對機(jī)床切削運(yùn)動進(jìn)行控制的一種機(jī)電一體化產(chǎn)品��,隨著軟件技術(shù)和信息技術(shù)的發(fā)展���,其在工業(yè)領(lǐng)域中得到了廣泛的應(yīng)用。在數(shù)控機(jī)床中���,鉆床主要用于對鉆孔�����、擴(kuò)孔����、鉸孔等多種形式的孔加工,其加工精度和效率直接影響加工零件的質(zhì)量����。
關(guān)鍵詞: 數(shù)控鉆床;PLC 技術(shù)���;控制器設(shè)計
一��、引言
數(shù)控鉆床是一種孔加工機(jī)床��,主要用于進(jìn)行鉆孔��、擴(kuò)孔���、鉸孔等多種形式的零件加工。近年來�,隨著信息技術(shù)和數(shù)控技術(shù)的發(fā)展,促進(jìn)了數(shù)控切削技術(shù)的同步發(fā)展�。目前�����,在數(shù)控加工過程中,主要采用麻花鉆頭對零件進(jìn)行深孔加工����,與其他類型切削刀具相比,麻花鉆頭在鉆孔時,為避免損壞鉆頭,需頻繁地進(jìn)退刀����,且其主切削刃過長,不利于分屑和斷屑����,這些問題的存在使得麻花鉆頭磨損較快��,嚴(yán)重時容易影響零件加工表面和鉆孔效率��。因此�,為了確保深加工的效率和精度,基于 PLC 的數(shù)控鉆床控制器應(yīng)運(yùn)而生�,其操作方便、靈活��,使用范圍廣���。
二�����、基于 PLC 的數(shù)控鉆床控制器設(shè)計方案
(一)數(shù)控鉆床結(jié)構(gòu)及工作原理
鉆床結(jié)構(gòu)簡單�����,加工精度較低���,主要用鉆頭在工件上加工孔����。在各類鉆床中����,搖臂鉆床比較適用于單件或批量生產(chǎn)中帶有多孔大型工件的孔加工,主要由工作臺主軸����、搖臂、底座�����、內(nèi)/外立柱等部分組成�。主軸箱安裝在搖臂水平導(dǎo)軌上跟隨搖臂繞立柱進(jìn)行移動,搖臂可沿著立柱進(jìn)行上下移動�,以便可以加工不同高度的零件。在進(jìn)行鉆削加工時����,工件不動,刀具移動����,鉆頭邊旋轉(zhuǎn)、邊切削�����、邊縱向進(jìn)給���。
(二)數(shù)控鉆床運(yùn)動方式
1.主軸運(yùn)動:鉆床鉆削時�,主軸運(yùn)動包括主軸旋轉(zhuǎn)運(yùn)動(主軸帶著鉆頭的旋轉(zhuǎn)運(yùn)動)和主軸縱向進(jìn)給(主軸的垂直運(yùn)動)�����。2.輔助運(yùn)動:主軸箱沿?fù)u臂進(jìn)行水平運(yùn)動��,搖臂沿外立柱進(jìn)行垂直移動���。
(三)方案設(shè)計
本文研究的數(shù)控鉆床主要用于鋼制環(huán)模深孔加工���,其加工后成品如圖 1 所示�����。
圖 1 加工后的工件
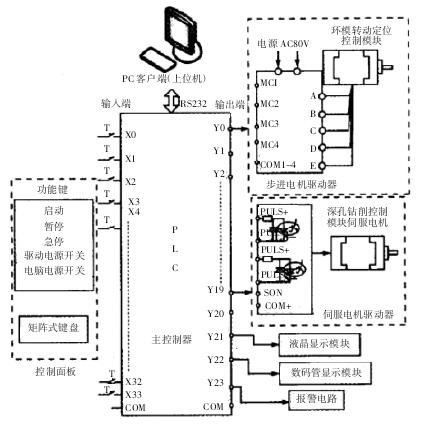
PLC 是一類以順序控制為主�、回路調(diào)節(jié)為輔的通用型自動控制裝置��,克服了傳統(tǒng)繼電器可靠性差�、體積龐大等弊端,目前成為數(shù)控機(jī)床中實(shí)現(xiàn)順序控制的首要選擇�����?;诖耍疚挠?PLC設(shè)計數(shù)控鉆床控制器系統(tǒng)��,如圖 2 所示����。
圖 2 基于 PLC 的數(shù)控鉆床控制系統(tǒng)
控制系統(tǒng)由以下幾個部分組成:PC 客戶端(上位機(jī))、控制面板��、主控制器(PLC)、深孔鉆削控制模塊伺服電機(jī)�����、環(huán)模轉(zhuǎn)動定位控制模塊���、液晶顯示模塊、數(shù)碼管顯示模塊和報警電路等���。其中���,PC 客戶端與 PLC 通過 RS232 進(jìn)行通信,控制系統(tǒng)輸入端主要用于接收控制面板信號���,輸出端信號對伺服電機(jī)和步進(jìn)電機(jī)進(jìn)行驅(qū)動�����。環(huán)模轉(zhuǎn)動定位控制模塊實(shí)現(xiàn)對深孔的定位��,深孔鉆削控制模塊伺服電機(jī)模塊實(shí)現(xiàn)對深孔的鉆削��。液晶顯示模塊用于顯示鉆孔速度�����、鉆孔次數(shù)及鉆孔深度��,可對鉆床加工中的鉆孔參數(shù)進(jìn)
行實(shí)時監(jiān)控�、顯示及修改。
三����、基于 PLC 的數(shù)控鉆床控制器系統(tǒng)硬件設(shè)計
數(shù)控鉆床控制器系統(tǒng)的核心部件是 PLC,由于它易于編程��、具有良好的自我診斷功能和高可靠性���,被廣泛地運(yùn)用于各種工業(yè)控制中�����。PLC 中的各個部件包括 CPU�����、I/0 和電源等均采用模塊設(shè)計���,同時�����,具有豐富的 I/0 接口����,用戶可以自己的實(shí)際需求自行組合���。在本設(shè)計中,利用 PLC 主要實(shí)現(xiàn)的功能有開關(guān)量的邏輯控制(定時控制�、順序邏輯控制與組合邏輯控制)、鉆床運(yùn)動控制�����、鉆床現(xiàn)場數(shù)據(jù)采集處理�、位置控制(通過控制步進(jìn)電機(jī)和伺服電機(jī)來控制鉆機(jī)的鉆削位置、方向��、速度)�。
(一)主控制器設(shè)計
控制器是數(shù)控鉆床的重要組成部分,而 PLC 是控制器的核心部件����。在眾多 51 系列單片機(jī)中���,STC 系列單片機(jī)對開發(fā)設(shè)備要求很低且開發(fā)時間較短,十分符合工業(yè)領(lǐng)域?qū)嶋H生產(chǎn)環(huán)境�。
(二)直流開關(guān)量輸入模塊設(shè)計
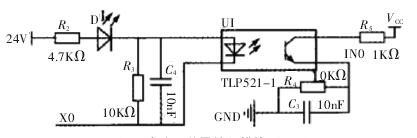
PLC 采用嚴(yán)格的生產(chǎn)規(guī)模與先進(jìn)的抗干擾技術(shù),因此�,高可靠性是基于 PLC 數(shù)控設(shè)備的關(guān)鍵性能。在通常情況下�����,不需要采取任何措施就能直接在工業(yè)環(huán)境中使用�。雖然如此,但是當(dāng)生產(chǎn)環(huán)境過于惡劣時���,安裝不當(dāng)或受到強(qiáng)烈電磁干擾����,就會導(dǎo)致運(yùn)算錯誤或程序錯誤���,從而產(chǎn)生錯誤輸入和輸出�,在這種情況下就難以保障 PLC 正常運(yùn)行�����。因此,在本設(shè)計中�,為了提高基于 PLC 的數(shù)控鉆床控制器的抗干擾性和可靠性,在輸入電路中利用光電耦合器來增加抗干擾設(shè)計���,如圖 3 所示����。
圖 3 直流開關(guān)量輸入模塊原理圖
其中���,TLP521-1 為光電耦合器�,其作用主要是輸入信號與單片機(jī)隔開����,同時對其信號進(jìn)行濾波處理���;在電路輸入端����,將操作面板上的開關(guān)信號轉(zhuǎn)化為單片機(jī)正常運(yùn)行的低電壓信號�����,當(dāng)開關(guān)閉合時,TLP521-1 的發(fā)光二極管發(fā)光��、三極管導(dǎo)通����,發(fā)送動作信號到相應(yīng)繼電器,并向輸出端發(fā)送控制信號��。
(三)繼電器輸出模塊設(shè)計
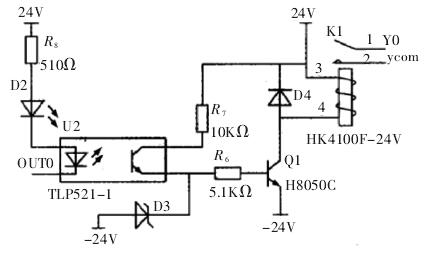
繼電器輸出模塊原理圖如圖 4 所示����,主要作用是將單片機(jī)內(nèi)部的低壓信號轉(zhuǎn)換成能為可以驅(qū)動外部輸出設(shè)備的開關(guān)信號。
圖 4 繼電器輸出模塊原理圖
在圖中��,繼電器既是開關(guān)器件�,也是隔離器件。其中��,光電耦合器 TLP521-1 的作用是將輸出信號與單片機(jī)隔開�,實(shí)現(xiàn) PLC 內(nèi)外部信號的隔離。當(dāng)開關(guān)量 OUT0 的輸出為低電平時�,TLP521-1使得晶體管 Q1 導(dǎo)通,繼而使得繼電器 K1 的線圈通電���,繼電器得電吸合��,發(fā)光二極管 D2 發(fā)光�����。反之��,當(dāng)開關(guān)量 OUT0 輸出高電平時��,TLP521-1 使繼電器 K1 觸點(diǎn)斷開��,發(fā)光二極管 D2 熄滅�。D4的作用主要是用于保護(hù)晶體管 Q1。當(dāng)繼電器斷開時����,由于繼電器線圈電感的存在�����,因而儲存有電能�,這時晶體管 Q1 截止,在線圈兩端形成感應(yīng)電壓�����,晶體管容易被擊穿而遭到損壞,加入二極管可鉗制住集電極電壓�,保護(hù)晶體管。繼電器輸出模塊的負(fù)載回路無須分辨極性�,既能驅(qū)動直流負(fù)載,也可以驅(qū)動交流負(fù)載���,其承受過流與過壓能力較強(qiáng)���。外界電源及負(fù)載電源的大小由繼電器
觸點(diǎn)容量所決定。
(四)串口通信模塊設(shè)計
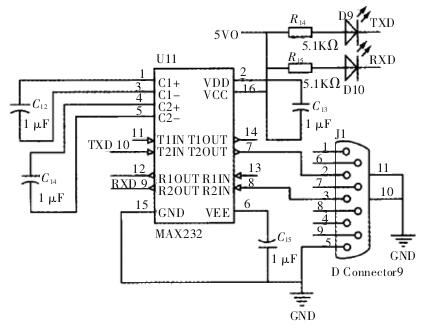
串口通信模塊在 PLC 系統(tǒng)中占據(jù)了非常重要的作用���。如圖 5所示��,在本設(shè)計中�,采用 RS232 串口通信實(shí)現(xiàn)對 PLC 的編程及數(shù)據(jù)的交換功能���。
圖 5 串口通信模塊原理圖
其中�����,MAX232 是專門用于 RS232 標(biāo)準(zhǔn)串口中���,進(jìn)行單電源電平轉(zhuǎn)換的芯片���。這是由于單片機(jī)串口為 TTL 電平,而 PC 串口為 RS232 電平����,在進(jìn)行串口通信時,必須進(jìn)行電平的轉(zhuǎn)換��。MAX232 芯片使用+5V 單電源供電����。在串口通信過程中,利用單片機(jī) STC12C5A60S2 的引腳 RXD 和 TXD 分別實(shí)現(xiàn)對信號的發(fā)送與接收����。
四、基于 PLC 的數(shù)控鉆床控制器系統(tǒng)軟件設(shè)計
在本設(shè)計中采用 Keil u Vision4 單片機(jī)開發(fā)工具和 C 語言進(jìn)行程序編寫�����,主要實(shí)現(xiàn)以下三個模塊功能:控制面板功能����、定位控制功能及深孔鉆削功能。在系統(tǒng)初始化后���,選擇鉆孔類型�,輸入鉆孔深度���、擴(kuò)孔深度��、鉆孔速度����、鉆孔個數(shù)等參數(shù)����,步進(jìn)電機(jī)帶動環(huán)模進(jìn)行轉(zhuǎn)動、伺服電機(jī)控制鉆頭上下運(yùn)動�����,在整個過程中�,利用數(shù)碼管顯示鉆孔深度、鉆孔次數(shù)�、鉆孔速度等參數(shù)變化。
在電路焊接結(jié)束后�����,利用萬用表對系統(tǒng)精確度進(jìn)行驗(yàn)證。將單片機(jī) STC12C5A60S2 的引腳 CLK 連接到示波器上�����,當(dāng)示波器上顯示正弦波波形時��,則說明單片機(jī)處于正常工作狀態(tài)�����。將引腳PWM 連接到示波器上��,檢測結(jié)果顯示����,單片機(jī)輸出 PWM 波形正
常,達(dá)到預(yù)期設(shè)計效果��。
五���、結(jié)束語
本文基于 PLC 設(shè)計了一種能夠?qū)︺@孔參數(shù)進(jìn)行實(shí)時監(jiān)控��、顯示及修改的數(shù)控鉆床控制器��,通過改變控制參數(shù)����,可以實(shí)現(xiàn)對鉆孔的定位和切削��,克服了傳統(tǒng)人工鉆孔的弊端�����,使得鉆孔定位和切削更加精確�����,且加工精度更高�,加工成本較低,比較適合環(huán)
境比較惡劣的加工環(huán)境����,具有廣泛的應(yīng)用前景。

.png)
