摘要:在大批量數(shù)控銑削加工機(jī)械零部件過程中����,由于切削液的揮發(fā)導(dǎo)致工廠作業(yè)環(huán)境極其惡劣.為改善這種情況��,提出采用 ABB 工業(yè)機(jī)器人對(duì)數(shù)控機(jī)床上下料改造的方案.通過增加空氣開關(guān)����、西門子1200PLC、FX-50F 分線器�����、繼電器模組��、接線端子排�、機(jī)器人手抓氣路、機(jī)床氣路等硬件和一系列軟件設(shè)計(jì)如工業(yè)機(jī)器人程序設(shè)計(jì)����、數(shù)控機(jī)床 PMC 梯形圖設(shè)計(jì)、PLC1200程序設(shè)計(jì)、數(shù)控機(jī)床加工程序設(shè)計(jì)等�,實(shí)現(xiàn)了改造方案.改造后,機(jī)床能夠順利實(shí)現(xiàn)和機(jī)器人的通信��,從而實(shí)現(xiàn)了工業(yè)機(jī)器人取代人進(jìn)行上下料����。
關(guān)鍵詞:ABB工業(yè)機(jī)器人�����;數(shù)控加工中心�;PLC1200;電氣設(shè)計(jì)�����;氣路設(shè)計(jì)���;程序設(shè)計(jì)
數(shù)控機(jī)床作為機(jī)加工的一種核心設(shè)備��,在機(jī)械零部件切削加工中發(fā)揮著重要的作用.長期以來����,數(shù)控機(jī)床僅是作為獨(dú)立的裸機(jī)投入到生產(chǎn)中.隨著智能制造時(shí)代的到來以及工業(yè)自動(dòng)化程度的提高,數(shù)控機(jī)床已不再是單一獨(dú)立的加工設(shè)備����,而是作為智能制造系統(tǒng)的一個(gè)核心環(huán)節(jié)和節(jié)點(diǎn),和其它輔助設(shè)備如工業(yè)機(jī)器人���、PLC 聯(lián)網(wǎng)通信共同完成零部件的生產(chǎn)加工�,從而實(shí)現(xiàn)零部件加工的無人化.工業(yè)機(jī)器人作為一種重要自動(dòng)化設(shè)備�����,是智能制造系統(tǒng)中的另一個(gè)重要環(huán)節(jié).在機(jī)械制造領(lǐng)域��,工業(yè)機(jī)器人可用來完成沖壓���、壓鑄�����、鍛造�、機(jī)床切削加工����、焊接���、金屬熱處理、噴涂����、裝配等作業(yè)中的輔助動(dòng)作,如上下料等按預(yù)定軌跡運(yùn)動(dòng)的動(dòng)作�,從而可代替人完成重復(fù)、繁瑣�、危險(xiǎn)�、勞動(dòng)強(qiáng)度大、精度要求高的動(dòng)作.在數(shù)控加工領(lǐng)域���,利用工業(yè)機(jī)器人取代人進(jìn)行上下料可實(shí)現(xiàn)在惡劣環(huán)境下 的高效率大批量生產(chǎn)��、長時(shí)間作業(yè)����,并能顯著降低制造成本.基于工業(yè)機(jī)器人的以上優(yōu)點(diǎn)��,許多機(jī)加工密集的企業(yè)已完全或部分實(shí)現(xiàn)工業(yè)機(jī)器人與數(shù)控機(jī)床協(xié)同作業(yè)����,許多大中專院校也相繼建立了利用工業(yè)機(jī)器人對(duì)數(shù)控機(jī)床上下料的實(shí)訓(xùn)裝置��。
本文針對(duì)某工件����,對(duì) 某FUNUC數(shù)控加工中心進(jìn)行基于 ABB 工業(yè)機(jī)器人上下料功能的改造�����。
1 ���、系統(tǒng)總體方案設(shè)計(jì)
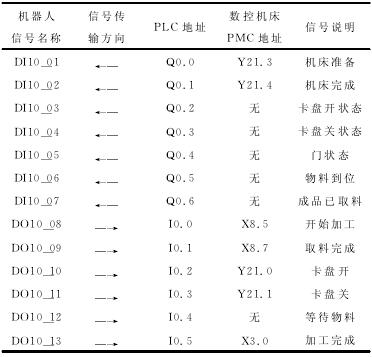
利用 ABB工業(yè)機(jī)器人對(duì) FUNUC 數(shù)控加工中心進(jìn)行上下料的改造中���,ABB機(jī)器人直接和控制第六軸末端平行氣動(dòng)手抓的電磁閥進(jìn)行通信,包括發(fā)出信號(hào)控制其動(dòng)作及檢測(cè)夾具的狀態(tài).上下料機(jī)器人通過 PLC 接收數(shù)控機(jī)床發(fā)送的信號(hào)�����,通信內(nèi)容包括數(shù)控機(jī)床將門狀態(tài)�、準(zhǔn)備狀態(tài)、卡盤狀態(tài)����、加工狀態(tài)等信息告知機(jī)器人,機(jī)器人進(jìn)行上下料.?dāng)?shù)控機(jī)床通過同一臺(tái) PLC接收機(jī)器人發(fā)送的信號(hào)�����。
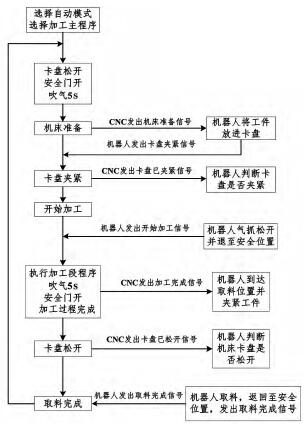
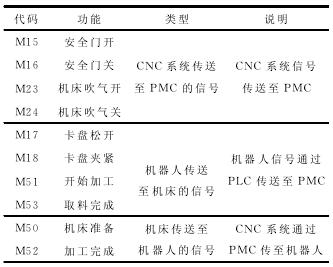
信號(hào)內(nèi)容包括機(jī)器人上料完成回至準(zhǔn)備位置發(fā)送使數(shù)控機(jī)床開始加工的信號(hào)、機(jī)器人取料完成使機(jī)床運(yùn)動(dòng)至準(zhǔn)備狀態(tài)位置的信號(hào)���、機(jī)器人放料完成發(fā)送使卡盤夾緊的信號(hào)��、機(jī)床加工完成機(jī)器人夾緊工件發(fā)送使卡盤松開的信號(hào).?dāng)?shù)控機(jī)床內(nèi)置 PMC 用來控制夾緊氣缸電磁閥����、門氣缸開關(guān)電磁閥�、主軸吹氣電磁閥.表定義了數(shù)控加工中心與工業(yè)機(jī)器人的聯(lián)絡(luò)信號(hào),圖1給出了二者的聯(lián)絡(luò)流程圖�����,圖2為改造后的上下料機(jī)器人與數(shù)控機(jī)床實(shí)物布置圖��。
2 ��、系統(tǒng)硬件改造
2.1 機(jī)械改造
FUNUC數(shù)控 中 心 在 原 有 基 礎(chǔ) 上 作 了 如 下 改造:增加了一扇安全門�,由氣缸控制其開關(guān)�,開關(guān)狀態(tài)由行程開關(guān)反饋給機(jī)器人;夾具改造為氣動(dòng)卡盤����,卡盤的開關(guān)由磁性開關(guān)反饋給機(jī)器人�����;在主軸末端增加了一個(gè)吹氣裝置��;工業(yè)機(jī)器人第六軸末端增加了一平行氣動(dòng)手抓�。
表1 數(shù)控加工中心與工業(yè)機(jī)器人聯(lián)絡(luò)信號(hào)定義
圖1 工業(yè)機(jī)器人與數(shù)控加工中心聯(lián)絡(luò)流程圖
2.2 氣路設(shè)計(jì)
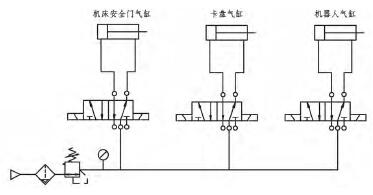
在整個(gè)改造系統(tǒng)中����,共有4個(gè)氣路,其中3個(gè)末端執(zhí)行機(jī)構(gòu)為氣缸��,一個(gè)末端為吹氣裝置.圖3為3個(gè)氣缸的控制回路����。
圖2 改造后 ABB工業(yè)機(jī)器人與 FUNUC數(shù)控機(jī)床實(shí)物布置圖
圖3 氣缸控制回路
2.3 電氣設(shè)計(jì)
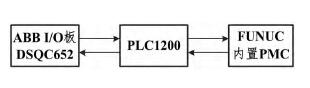
改造系統(tǒng)中負(fù)責(zé)工業(yè)機(jī)器人通信的為 ABB 標(biāo)準(zhǔn)I/O 板 DSQC652,該板共有16個(gè)數(shù)字輸入信號(hào)和16個(gè)數(shù)字輸出信號(hào)���,其中 X1���、X2為數(shù)字輸出接口,X3���、X4為數(shù) 字輸入接 口.?dāng)?shù) 字 輸 出 接 口 中 有 2個(gè)引腳用來接電磁閥����,驅(qū)動(dòng)機(jī)器人氣缸動(dòng)作,其它輸入與輸出接口分別用來和 PLC進(jìn)行通信�,實(shí)現(xiàn)工業(yè)機(jī)器人和數(shù)控機(jī)床的協(xié)同動(dòng)作.在數(shù)控機(jī)床與工業(yè)機(jī)器人之間增加 PLC,一方面可以實(shí)現(xiàn)工業(yè)機(jī)器人和其它設(shè)備如 AGV 的無線通信����,另一方面可以進(jìn)行組網(wǎng),實(shí)現(xiàn)多臺(tái)數(shù)控機(jī)床及機(jī)器人的信息共享.圖4為連接PLC與PMC的FX-50F分線器.?dāng)?shù)控系統(tǒng)和 PMC相聯(lián)系��,通過程序中的 M 代碼執(zhí)行使 PMC輸出信號(hào)控制機(jī)床上電磁鐵的動(dòng)作
.圖5為工業(yè)機(jī)器人�����、PLC�����、PMC三者之間的通信示意圖 ����。
圖4 數(shù)控機(jī)床上的 FX-50分線器
圖5 改造系統(tǒng)通信示意圖
3 ��、系統(tǒng)程序設(shè)計(jì)
工業(yè)機(jī)器人和數(shù)控機(jī)床作為主要執(zhí)行機(jī)構(gòu)在運(yùn)行中需要各自的程序進(jìn)行驅(qū)動(dòng).工業(yè)機(jī)器人和數(shù)控機(jī)床之間通過 PLC 進(jìn)行通信,需要編寫通信程序���,數(shù)控機(jī)床通過 PMC程序驅(qū)動(dòng)附加在機(jī)床上的電磁鐵動(dòng)作�����。
3.1 工業(yè)機(jī)器人程序設(shè)計(jì)
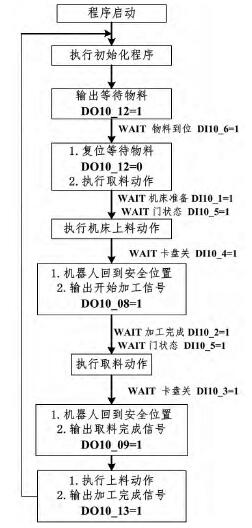
工業(yè)機(jī)器人動(dòng)作包括各關(guān)節(jié)的運(yùn)動(dòng)及末端平行手抓的開合�����,這些動(dòng)作通過運(yùn)行在工業(yè)機(jī)器人上的RAPID 程序驅(qū)動(dòng).程序設(shè)計(jì)中首先要通過示教定義機(jī)器人運(yùn)動(dòng)的各個(gè)關(guān)鍵點(diǎn)���,包括接貨臺(tái)位置點(diǎn)、上下料中轉(zhuǎn)點(diǎn)��、數(shù)控機(jī)床夾具附近取放料點(diǎn).其中���,接貨臺(tái)位置點(diǎn)及數(shù)控機(jī)床取放料點(diǎn)又包括目標(biāo)點(diǎn)及相應(yīng)準(zhǔn)備點(diǎn)等.關(guān)鍵點(diǎn)確定之后����,根據(jù)輸入輸出信號(hào)編制機(jī)器人上下料流程圖(如圖6所示).根據(jù)流程圖���、關(guān)鍵點(diǎn)�,編制工業(yè)機(jī)器人運(yùn)動(dòng)程序。
圖6 工業(yè)機(jī)器人上下料流程圖
3.2?�。校蹋锰菪螆D設(shè)計(jì)
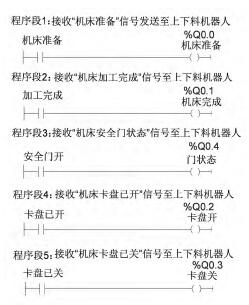
在 數(shù) 控 機(jī) 床 與 工 業(yè) 機(jī) 器 人 之 間 增 加 的PLC1200主要負(fù)責(zé)二者之間的通信工作�����,即信號(hào)在二者之間進(jìn)行發(fā)送和接收���,二者之間都要編寫接收和發(fā)送程序
.上下料機(jī)器人接收機(jī)床信號(hào)的子程序如圖7所示.
圖7 工業(yè)機(jī)器人接收機(jī)床信號(hào)程序
3.3?���。校停锰菪螆D設(shè)計(jì)
PMC(Programmable?�。停幔悖瑁椋睿濉����。茫铮睿簦颍铮欤欤澹颍┘磾?shù)控機(jī)床內(nèi)置式 PLC 控制技術(shù).在數(shù)控機(jī)床中 CNC是整個(gè)數(shù)控系統(tǒng)的核心裝置,機(jī)床為最終執(zhí)行機(jī)構(gòu)���,PMC是 CNC與機(jī)床之間信息交換的平臺(tái)���,CNC 到PMC的地址為 F���,反之為 G�����;PMC 到機(jī)床的輸入信號(hào)為 Y�,反之為 X。
本文所進(jìn)行的機(jī)床改造開發(fā)了如下輔助代碼 M:安全門開關(guān)代碼�����、夾具松開夾緊代碼���、主軸吹氣打開關(guān)閉代碼���、機(jī)床準(zhǔn)備代碼、開始加工代碼�����、加工完成代碼����、取料完成代碼.表2為開發(fā)的 M 代碼.PMC 程序中,機(jī)床首先對(duì) M 代碼進(jìn)行譯碼,譯碼后的地址接通內(nèi)部繼電器 Y�,由內(nèi)部繼電器 驅(qū)動(dòng)外部繼電器。
表2?。疲眨危眨脭?shù)控加工中心 M 代碼說明表
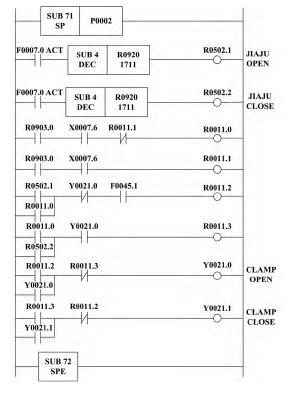
圖 8 為 卡 盤 夾 具 開 關(guān)PMC程序圖,夾具開代碼為 M17�,關(guān)代碼為 M18,輸出內(nèi)部繼電器分別為 Y0021.0���、Y0021.1��。
圖8 數(shù)控機(jī)床夾具開關(guān) PMC程序圖
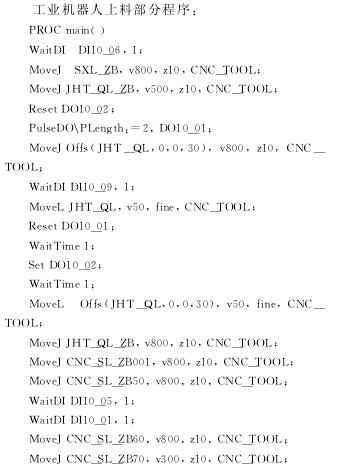
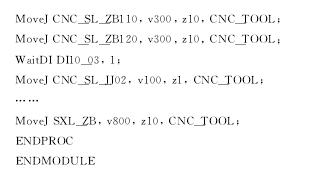
3.4 數(shù)控加工程序設(shè)計(jì)
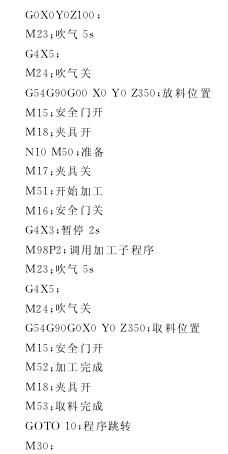
根據(jù)開發(fā)的 M 代碼��,結(jié)合零件圖紙信息���,編制工件加工主程序及子程序.其中,主程序需要手動(dòng)輸入�,子程序可采用 手 動(dòng)編程,也 可 采用軟件 進(jìn)行編程.編制的數(shù)控機(jī)床加工主程序程序號(hào)為 O0001�����,調(diào)用的子程序號(hào)為 O0002.主程序如下:
4 ����、結(jié)束語
本文運(yùn)用 ABB工業(yè)機(jī)器人對(duì)數(shù)控加工中心上下料做了以下技術(shù)改造:
(1)在工業(yè)機(jī)器人第六軸末端增加了一平行氣動(dòng)手抓��;在數(shù)控加工中心上增加了一扇安全門����,一臺(tái)氣動(dòng)夾具��,主軸末端增加了一吹氣裝置.增加的裝置全部由氣路進(jìn)行控制����。
(2)為便于系統(tǒng)的升級(jí)���、組網(wǎng)����,在工業(yè)機(jī)器人與數(shù)控機(jī)床之間增加了一臺(tái)西門子 PLC1200����,從而實(shí)現(xiàn)了工業(yè)機(jī)器人和數(shù)控加工中心的通信,并可和其它設(shè)備如數(shù)控機(jī)床����、PLC及上位機(jī)進(jìn)行通信。
(3)系統(tǒng)啟動(dòng)后��,二者按各自的程序自動(dòng)運(yùn)行,通過信號(hào)傳輸實(shí)現(xiàn)數(shù)控機(jī)床和工業(yè)機(jī)器人 協(xié)同動(dòng)作.根據(jù)工作過程編寫了工業(yè)機(jī)器人的運(yùn)行程序����、數(shù)控機(jī) 床 主 程 序
、PLC1200 通 信 程 序 及 數(shù) 控 機(jī) 床PMC程序�����,從而實(shí)現(xiàn)了工業(yè)機(jī)器人的上下料���。
實(shí)踐證明����,改造后的數(shù)控加工中心能成功運(yùn)用機(jī)器人進(jìn)行上下料�,從而可取代人完成惡劣工況下的作業(yè)。
在未來的智能工廠及無人工廠��,該改造技術(shù)亦可推廣運(yùn)用到到其它設(shè)備的升級(jí)換代���。



.png)
